



 扫一扫
扫一扫
南恩物资有限公司拥有雄厚的技术力量和多年来在 常州井篦子研制生产上积累的大量宝贵的实战经验,并不断致力于新 常州井篦子产品的开发研制以扩大生产规模,生产更多更好的 常州井篦子产品,回报新老客户的厚爱和所有的业界同仁的大力支持,携手共创美好的明天。


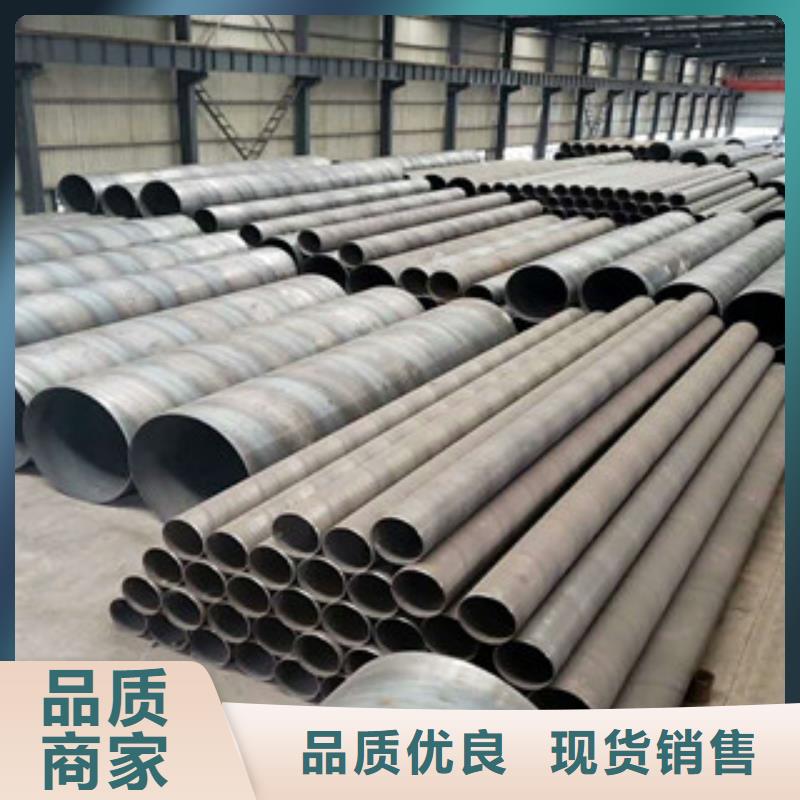
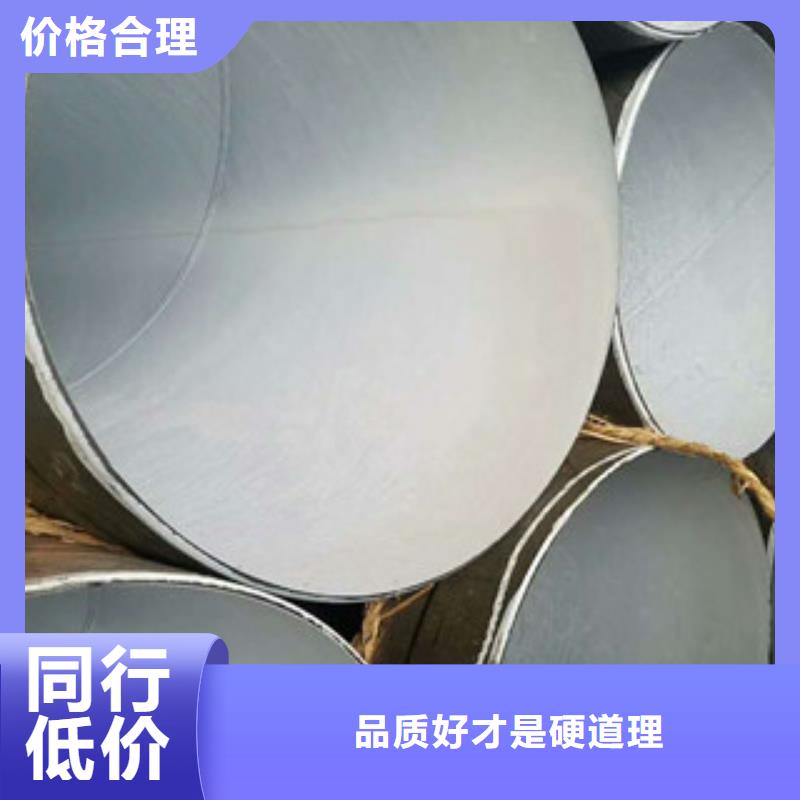
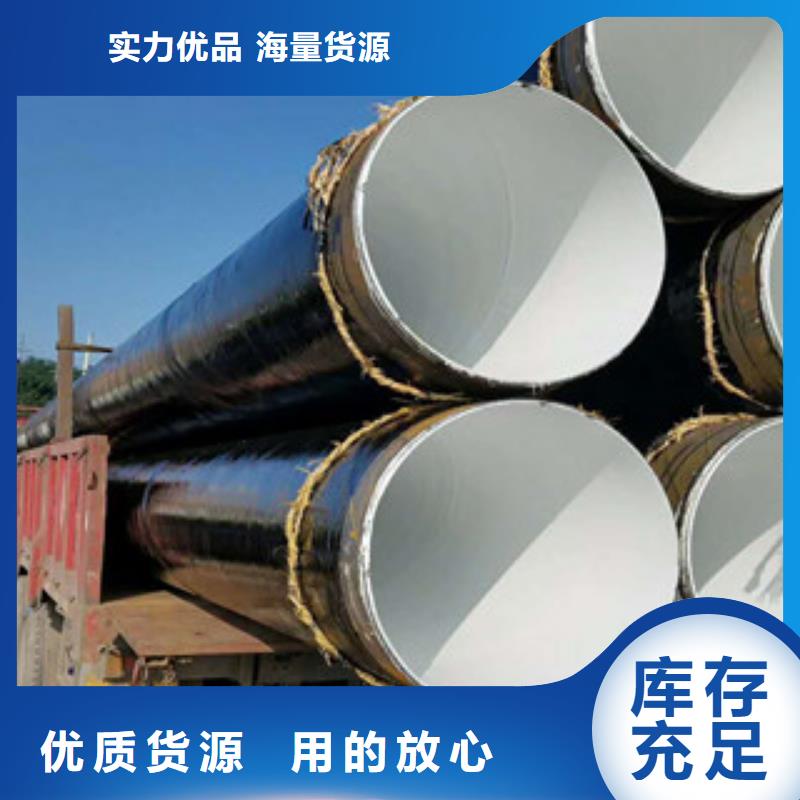
保温管是由内工作钢管、聚氨酯、玻璃棉保温层、聚乙烯或钢管做外护管构成,其特征是:还包括耐高温绝热保温层、润滑层、弹性密封件。本实用新型有效的解决了城镇集中供热中130℃-800℃高温输热用预制直埋保温管的保温、滑动润滑和裸露管端的防水问题。 保温管广泛用于液体、气体的输送管网, 化工管道保温工程石油、化工、集中供 、中央空调通风管道、市政工程等。高温预制直埋保温管是一种保温性能好,加安全可靠,工程造价低的直埋预制保温管。有效的解决了城镇集中供热中80℃-150℃高温输热用预制直埋保温管的保温、滑动润滑和裸露管端的防水问题。高温预制直埋保温管不仅具有传统地沟和架空敷设管道难以比拟的先进技术、实用性能,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施。高温预制直埋保温管采用直埋供热管道技术,标志着中国供热管道技术发展已经进入了新的起点。
聚氨酯制品随着聚氨酯行业的不断发展,越来越多的行业和企业运用到了聚氨酯,对于一些运营商脱颖而出, 例如上海后先聚氨酯有限公司是一家专业生产聚氨酯清扫器、聚氨酯刮板、聚氨酯包胶滚轮、轴承包胶轮、聚氨酯脚轮、聚氨酯弹性体制品等集科工贸于一体的有限公司,十多年来获得了丰富的生产制造经验,始终坚持聚氨酯原料的研制开发、模具的制作、聚氨酯组合料的配制;生产的工艺、销售、售后服务一贯性作业。在聚氨酯市场中酿造出良好的品质及声誉。产品已远销殴、美、东南亚等 。后先聚氨酯产品系列1、TDI系列:主要用于清扫器,万向脚轮,料架配件等。2、 MDI系列:无毒无味,属于环保类产品,主要使用在医疗,高档别墅装饰等3、NDI系列:重型脚轮,耐温型比较好,耐磨性能好。4、PPDI系列:主要用于膨胀管。分类介绍PU弹性体制品可分为七大类:(1)超耐磨、自润滑PU弹性体制品类;(2)超高回弹PU弹性体制品类;(3)高吸震性PU弹性体制品类;(4)慢回弹、吸音PU弹性体制品类;(5)耐高温130度-150度,燃烧无烟PU弹性体制品类;(6)超高硬度96D±2D PU弹性体制品类;(7)特抗静电PU弹性体制品类。聚氨酯产品类后先聚氨酯主要经营聚氨酯清扫器,聚氨酯刮板,全聚氨酯制品;聚氨酯脚轮、轴承包胶轮;各型号聚氨酯输送滚筒、包胶滚轮、聚氨酯(PU)切割辊、盘拉机用聚氨酯压紧辊、规格Φ700—Φ50载重20T—0.01T高品质聚氨酯(PU)轮、各型号输送轴承包胶轮、冲压模具用聚氨酯(PU)弹簧(优力胶)、各种缓冲垫块、聚氨酯(PU)清管器、盾构机聚氨酯(PU)靴板系列、聚氨酯(PU)分道柱、聚氨酯清扫器刮板、抗静电阻燃聚氨酯(PU)托辊、波纹管聚氨酯(PU)膨胀块、保护钢丝绳超耐磨聚氨酯地滚、泥浆泵聚氨酯(PU)活塞、聚氨酯搅龙,聚氨酯喷砂配件、彩色混凝土地坪压花模等等。产品特性(1)划不伤,无噪音。使用寿命长,减少成本。(2)耐温性在零下20度~高温120度(3)聚氨酯产品无污染,无毒无味





技术支持:cnwbgg.com